




歯車には、ストレート円筒歯車、ヘリカル円筒歯車、ベベル歯車、そして今回ご紹介するハイポイドギアなど、たくさんの種類があります。
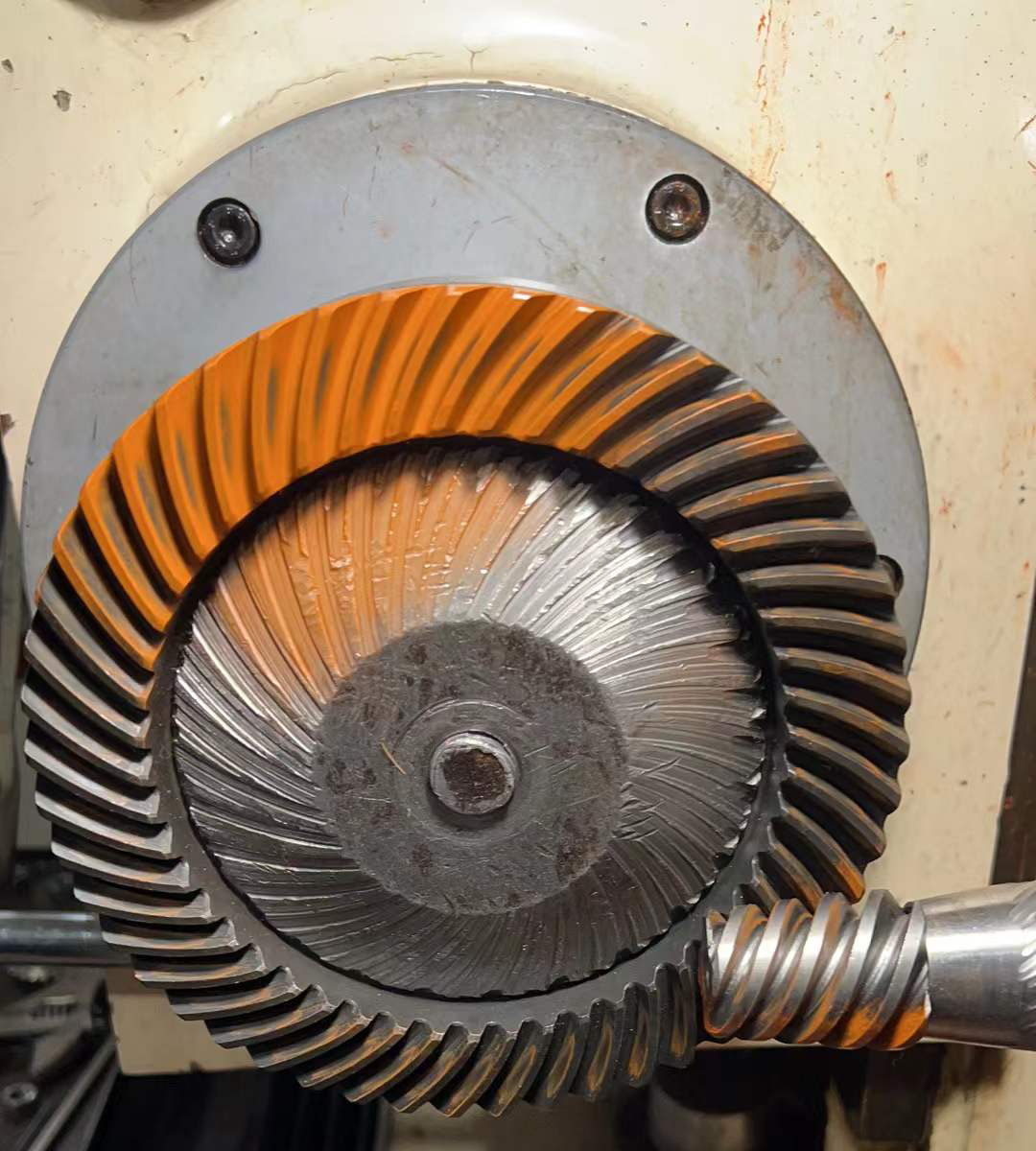
1)ハイポイドギアの特性
まず、ハイポイドギアの軸角度は90°で、トルクの方向を90°に変更できます。これは、自動車、飛行機、風力発電業界でよく必要とされる角度変換でもあります。同時に、異なるサイズと歯数のギアを噛み合わせて、トルクを増大させ、速度を低下させる機能をテストします。これは一般に「トルク増減速度」と呼ばれます。車を運転したことがある友人、特にマニュアル車を運転して運転を習うとき、坂を登るときにインストラクターが低速ギアで走らせてくれるとしたら、実際には、低速で提供される比較的大きな速度のギアを選択することです。より多くのトルク、したがって、車両により多くのパワーを提供します。
ハイポイドギアの特徴は何ですか?
伝達トルク角の変化
上述のように、トルク力の角度変化を実現できる。
より大きな負荷に耐えられる
風力発電業界では、自動車業界では、乗用車、SUV、ピックアップトラック、トラック、バスなどの商用車を問わず、このタイプを使用してより大きな電力を供給します。
より安定した伝送、低ノイズ
歯の左右の圧力角が不均一であっても、歯車の噛み合いの摺動方向は歯幅と歯形方向に沿っており、設計と技術によってより良好な歯車噛み合い位置を実現することで、伝動装置全体が負荷を受け、NVH性能も依然として優れています。
調整可能なオフセット距離
オフセット距離の設計が異なるため、さまざまな空間設計要件を満たすことができます。例えば、自動車の場合、車両の地上高要件を満たし、車両の追越し性能を向上させることができます。
2)ハイポイドギアの2つの加工方法
準両面歯車は、グリーソンワークスが1925年に導入し、長年にわたり発展してきました。現在、加工可能な国産設備は数多くありますが、比較的高精度でハイエンドな加工は、主に海外のグリーソンとエリコンの設備によって行われています。仕上げ加工では、歯車研削加工と研削加工の2つの主要な工程がありますが、歯切り加工の要件は異なります。歯研削加工の場合、歯切り加工では正面フライス加工、研削加工では正面ホブ加工が推奨されます。
正面フライス加工型で加工した歯車はテーパ歯であり、正面転造型で加工した歯車は等高歯、すなわち大端面と小端面の歯の高さが同じである歯車です。
通常の加工工程は、大まかに予熱、熱処理、仕上げの順です。フェイスホブ型の場合は、加熱後に研削とマッチングが必要です。一般的に、研削された歯車対は、後で組み立てる際にマッチングが保たれている必要があります。しかし、理論上は、歯車研削技術を備えた歯車はマッチングなしでも使用できます。しかし、実際の操作では、組み立て誤差やシステム変形の影響を考慮して、マッチングモードが使用されます。
3)トリプルハイポイドの設計開発は、特に動作条件やハイエンド製品など、ギアの強度、騒音、伝達効率、重量、サイズなどに対する要求が高い場合、より複雑になります。そのため、設計段階では通常、複数の要素を統合し、反復を通じてバランスを見つける必要があります。また、開発プロセスでは、寸法連鎖の蓄積、システムの変形など、実際の使用条件下でも理想的な性能レベルを達成できるように、アセンブリの許容変動範囲内で歯形を調整する必要があることがよくあります。
投稿日時: 2022年5月12日