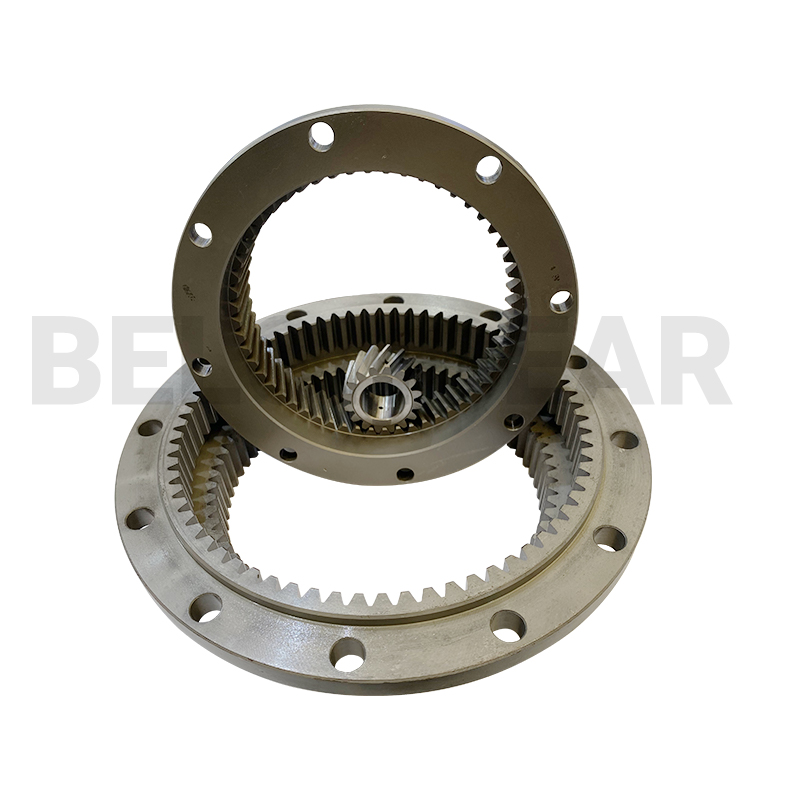
遊星減速機構は、低速・高トルクの伝動部に使用され、特に建設機械のサイドドライブやタワークレーンの回転部に使用されます。この種類の遊星減速機構には、柔軟な回転と強力な伝達トルク容量が必要です。
遊星歯車は、遊星減速機に広く使用されている歯車部品です。現在、加工対象となる遊星歯車に対する要求は非常に高く、歯車騒音に対する要求も高く、歯車は清潔でバリのないことが求められています。第一に、材料に対する要求、第二に、歯車の歯形がDIN3962-8規格に適合し、歯形が凹んではならないこと、第三に、研削後の歯車の真円度誤差と円筒度誤差が大きく、内孔表面の粗さに対する要求が高いことなどが挙げられます。歯車に対する技術要件