




ラップド ベベル ギアは、ギアモーターと減速機で使用される最も一般的なベベル ギアのタイプです。研削ベベル ギアと比較すると、どちらにも長所と短所があります。
研削ベベルギアの利点:
1. 歯面粗さが良好です。加熱後に歯面を研削することで、完成品の表面粗さが0以上になることを保証します。
2. 高精度。歯車研削工程は、主に熱処理工程における歯車の変形を修正し、完成後の歯車の精度を確保し、高速(10,000rpm以上)運転時の振動を防ぎ、歯車伝動の精密制御という目的を達成することを目的としています。
研削ベベルギアの欠点:
1. コストが高い。歯車研削には複数の工作機械が必要で、歯車研削盤1台あたりのコストは1,000万元以上かかります。生産工程も高価です。恒温工場があり、研削砥石1台あたり数千元、フィルターなども必要となるため、研削コストはさらに高くなり、1台あたり約600元かかります。
2. 効率が低く、ギアシステムによる制限があります。ベベルギアの研削は複数の工作機械で行われ、研削時間は少なくとも30分かかります。歯を研削することはできません。
3. 製品性能の低下。製品性能の観点から見ると、歯車研削工程では熱処理後に歯車表面の硬化品質の最も優れた層が除去され、この硬い殻層が歯車の耐用年数を決定づけます。そのため、日本のような先進国では、自動車用ベベルギアの研削加工は一切行われていません。
ラップベベルギアの長所と短所
1. 高効率。ギア1組の研削に約5分しかかからないため、大量生産に適しています。
2. 騒音低減効果は良好です。ラッピング歯は対で加工されており、歯面の接合が良好です。入側面は騒音問題を大幅に解決し、騒音低減効果は研削歯に比べて約3デシベル低くなります。
3. 低コスト。歯車ラッピングは1台の工作機械で行えばよく、工作機械自体の価格も歯車研削盤の価格よりも低く、使用する補助材料も歯研削に必要な量よりも少なくて済みます。
4. 歯形に制限されない。歯を研磨できないからこそ、1995年以降、オリコンは均一な高さの歯を加工できるだけでなく、収縮歯も加工できる研削技術を発明しました。しかも、この技術は焼入れ硬化された表面層を破壊しません。
ラップドベベルギアを購入する場合、サプライヤーからどのようなレポートを入手する必要がありますか?以下は、出荷前に顧客に共有される当社のレポートです。
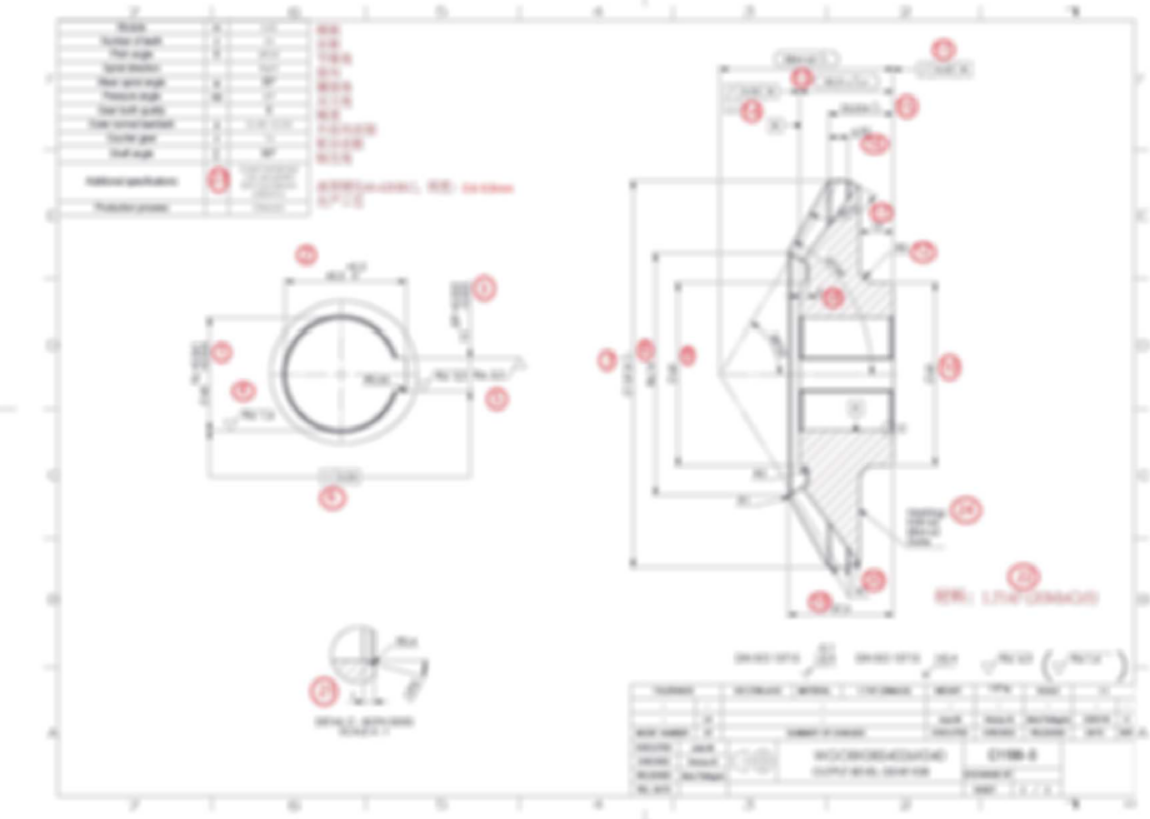
1.バブル描画:お客様とNDAを締結しているため、描画はぼやけています。
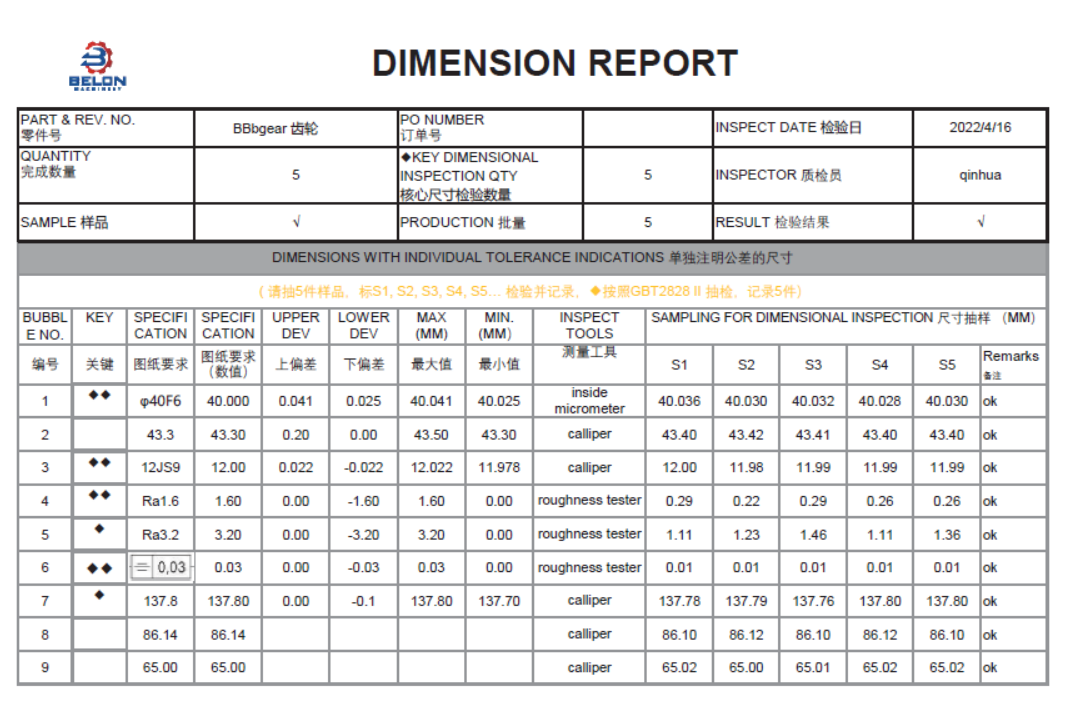
2. キーディメンションレポート
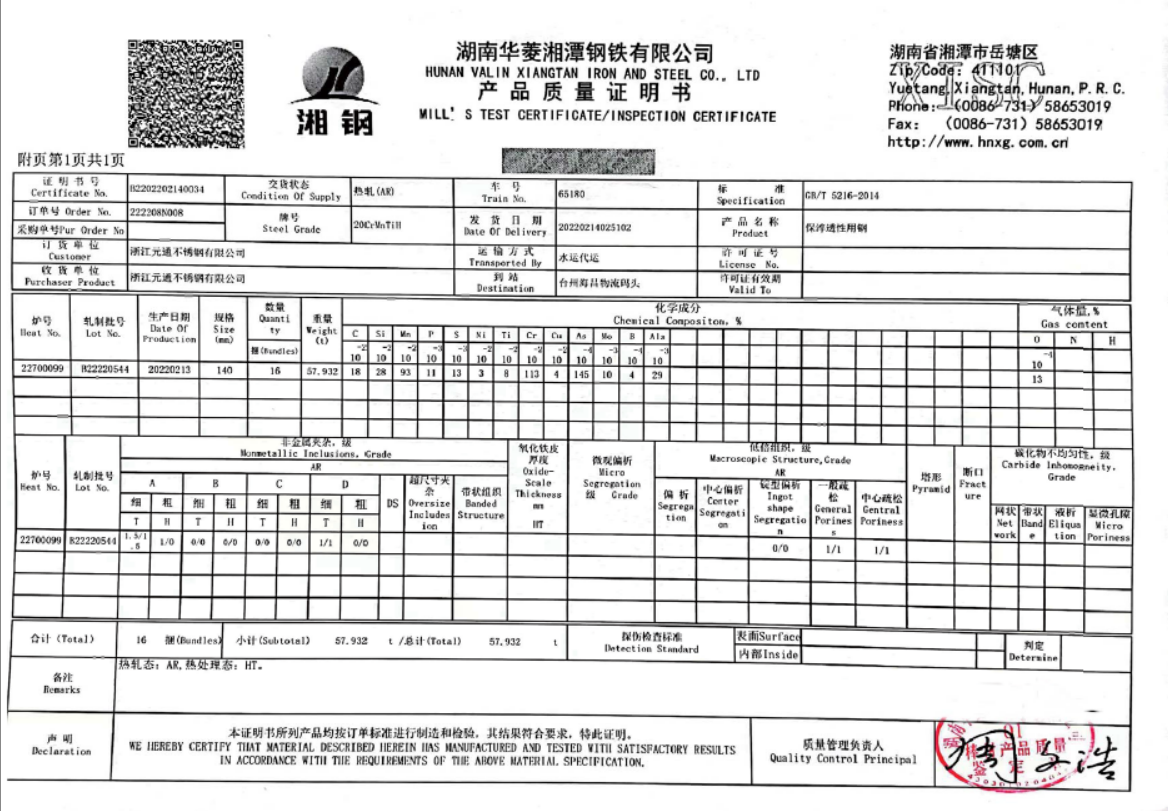
3. 材料証明書
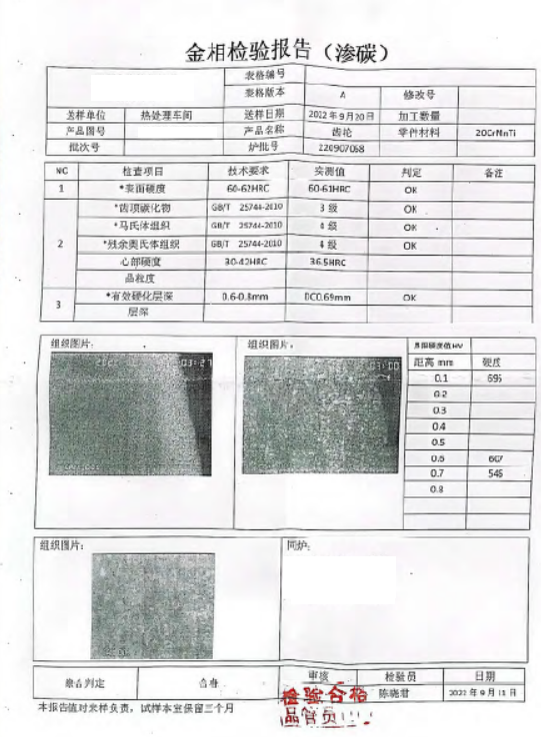
4. 熱処理レポート
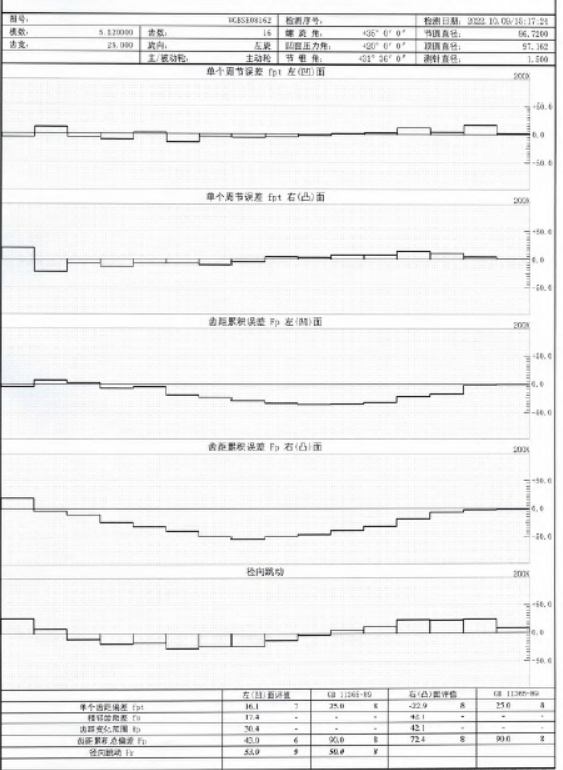
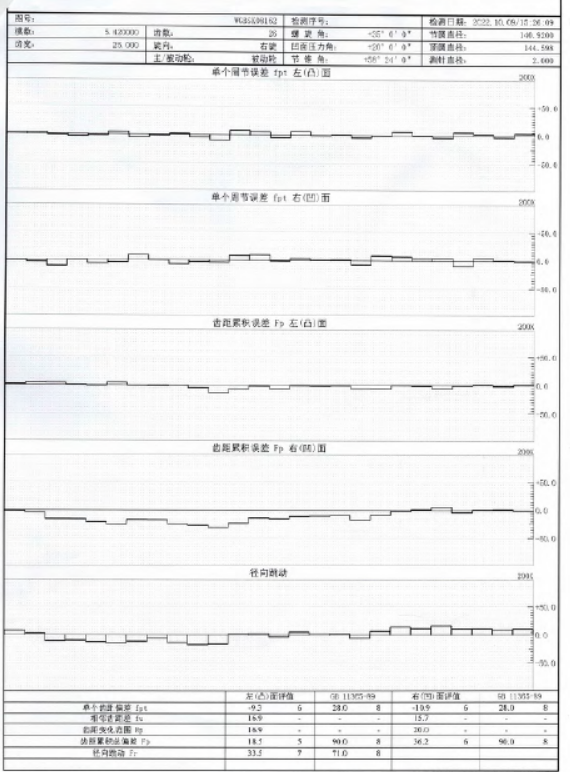
5. 精度レポート
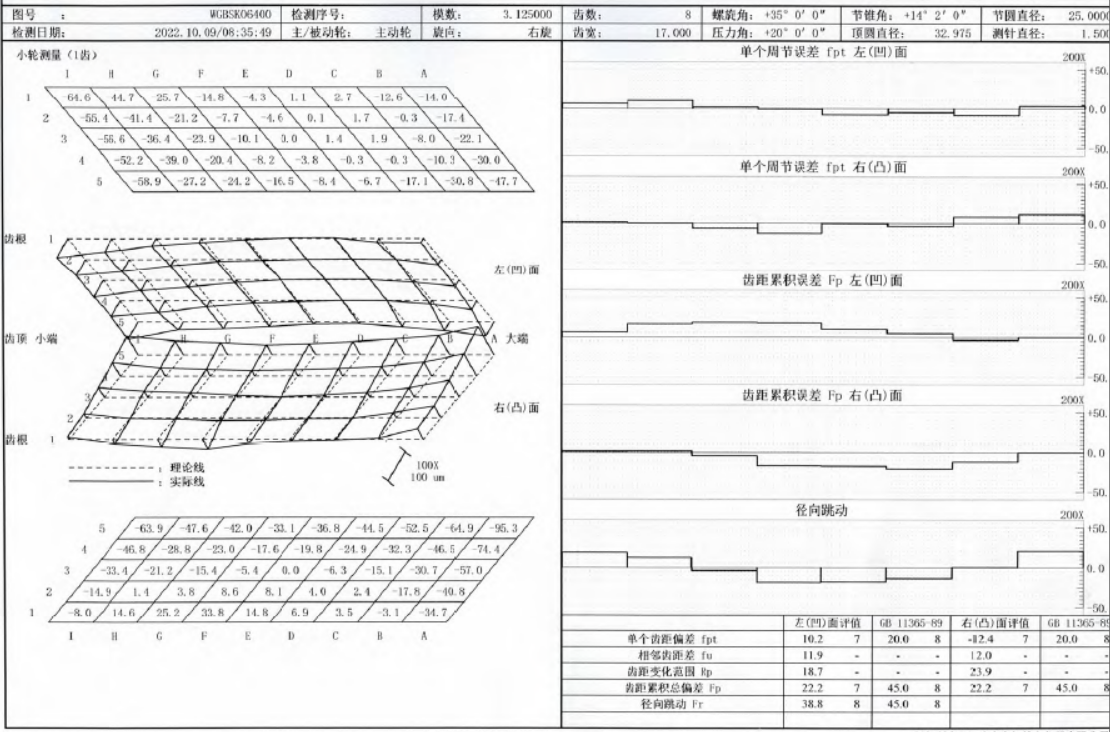
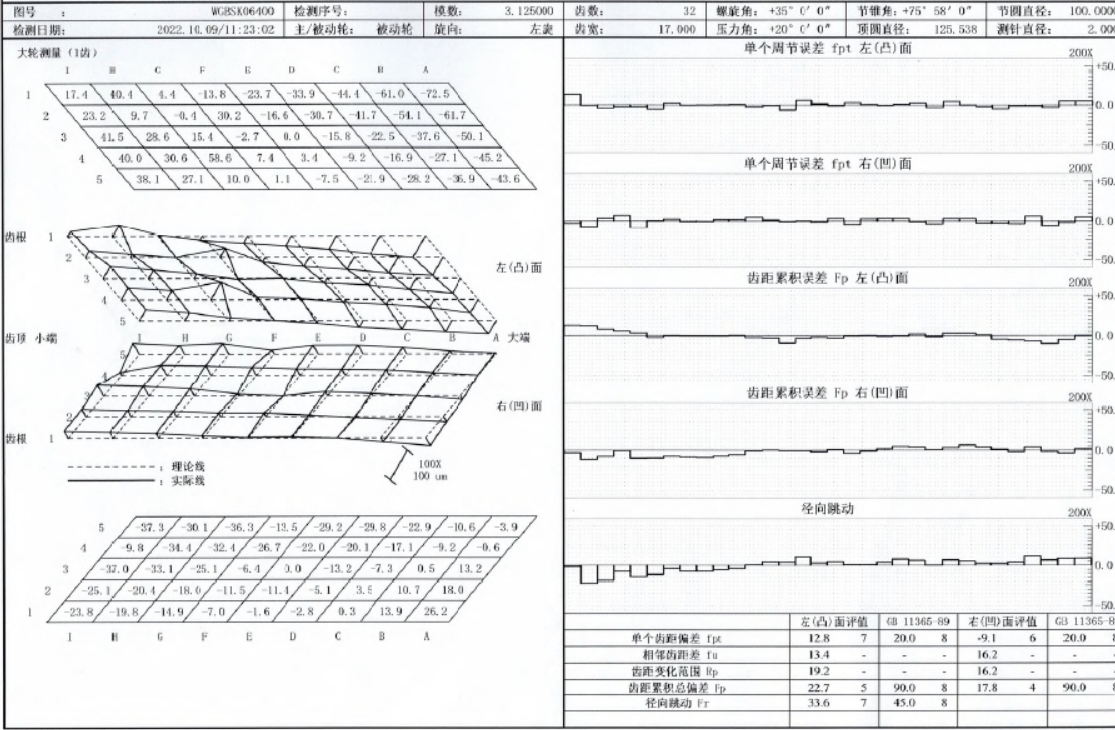
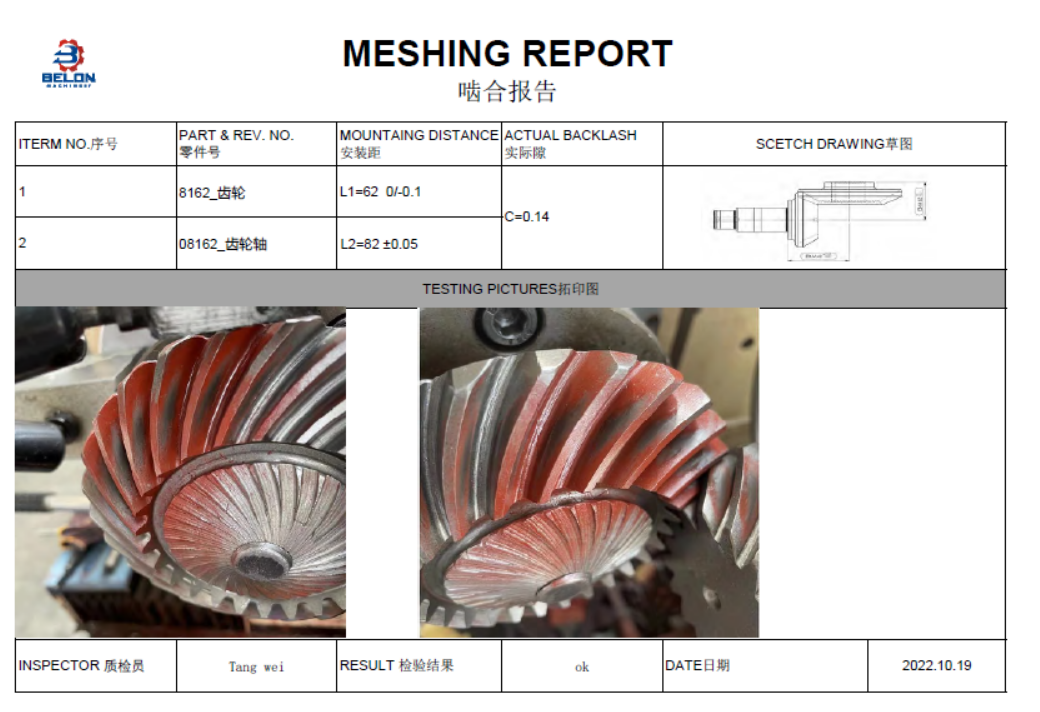
6. メッシュレポート
以下のリンクで確認できるテストビデオもいくつかあります
ラッピングベベルギアのかみ合い試験 - 中心距離とバックラッシュ試験
https://youtube.com/shorts/5cMDyHXMvf0
面振れ試験 | ベベルギアの軸受面用
https://youtube.com/shorts/Y1tFqBVWkow
投稿日時: 2022年11月3日