











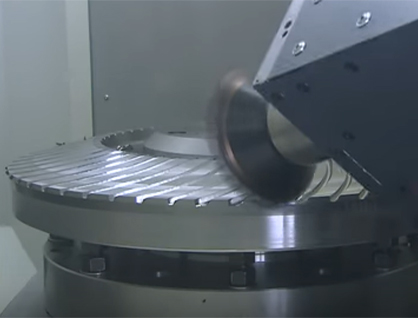
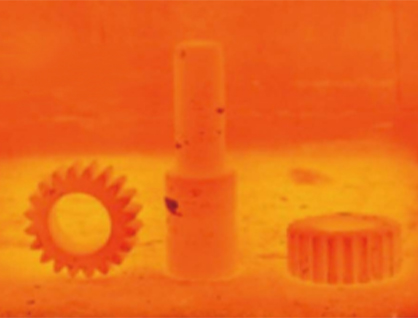
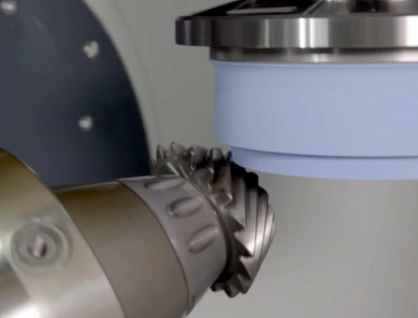
製造工程




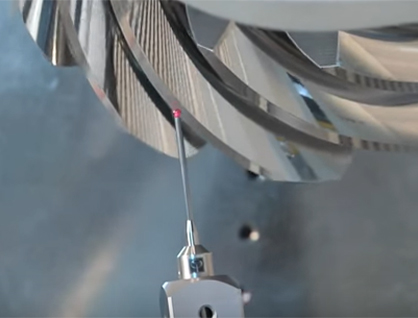
検査

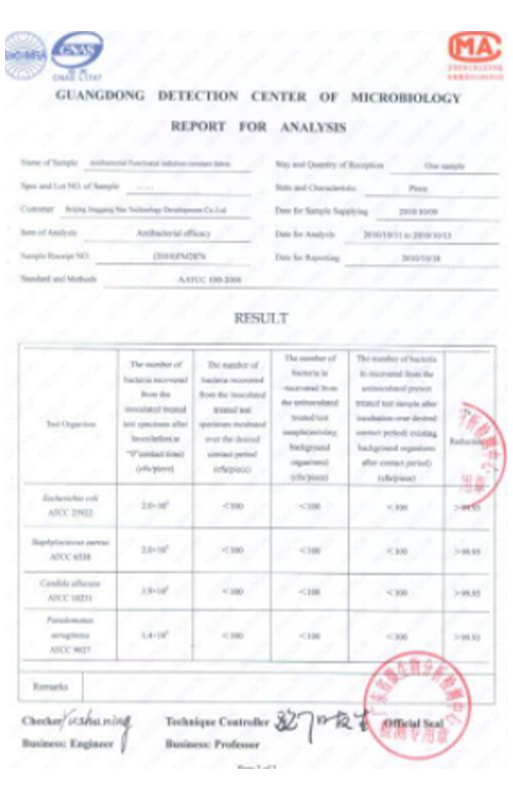
レポート

パッケージ



私たちのビデオショー
ここにメッセージを書いて送信してください

